激光标刻设备的核心是激光标刻控制系统,因此,激光标刻的发展历程就是标刻控制系统的发展过程。在短短7年时间里,控制系统在激光标刻领域就经历了大幅面时代、转镜时代和振镜时代,控制方式也同样经历了从软件直接控制到上下位机控制,最后到实时处理、分时复用的一系列演变。
项目原理:
激光标刻系统主要由研华工控机、激光器、振镜扫描系统、f-θ透镜几部分组成,其系统结构原理图如下图所示:
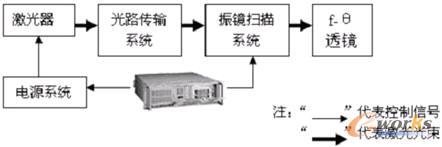
图1
电源系统接220V(50Hz)分别给工控机和(气体/固体)激光器供电,工控机通过激光标刻软件控制振镜扫描系统和激光电源。准备进行标刻作业时,由工控机向电源系统发送信号来控制激光器开关光以及其激光功率大小,同时根据标刻坐标数据作一定的变换后传递给振镜扫描系统,振镜扫描系统依照接收信号对X /Y 轴振镜进行调整,即将X /Y 轴振镜镜片偏转一定的角度。此时完整的光路传输路径为激光器发出的光束通过X 和Y 振镜折射后,入射至待标刻工件表面。
系统特点:
研华工控机在此系统中主要用于传输、处理激光标刻信号,并通过定时函数协调各部分工作。由于激光标刻的适时性能要求较高,因此对工控机的选择是关键,不仅要求能快速响应,还要具有稳定、安全、抗干扰等特点,以便在恶劣的作业环境下正常生产。工控机在激光标刻系统中主要完成以下任务:
1.电源系统总开关打开,操作员在工控机上进行了相关参数设置后,完全由工控机对系统各硬件部分进行控制。
2.工控机对标刻坐标数据进行提取,并通过一定的算法将其转换为振镜系统所能识别的角度偏转信号。
3.在单个字符标刻完毕时,工控机要控制调Q参数关激光器,此时激光器仍处于工作中;在完成整个标刻任务后,将激光器功率设置为0,从而彻底关闭激光器。
4.工控机要对标刻过程进行适时监测控制,并将信息记录存储。
项目评价:
经过万字符标刻生产验证,达到了高控制精度要求,准确完成了客户需求。
1.高稳定性:由于采用了高可靠的研华原装整机作处理,增强了系统的稳定性;
2.灵活配置:采用分布式结构,配置灵活;
3.高性价比:研华工控机具有较好的扩充性,合理运用各种方式,优化整个系统的成本。

