高性能的数控雕铣机要求伺服系统有较高的响应频率、系统刚性,以及良好的低速特性。这就要求可移动部分在保证灵活运动的同时,有良好的刚性,这样能减小机械传动的惯量,从而得到较高的响应频率。
三、雕铣机控制方案
控制方案:
数控系统主轴采用变频控制,进给轴有3个伺服输出端口。
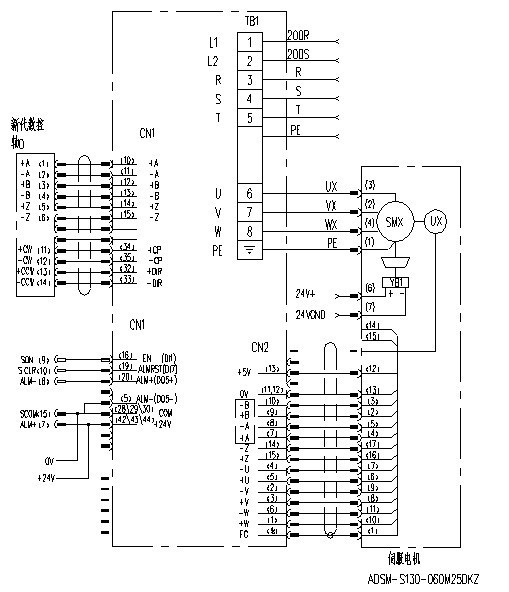
大连安迪数控同步伺服驱动器具体根据负载情况选择驱动器及同步伺服电机。采用外部位置控制方式,由数控系统发AB相脉冲信号,电子齿轮比为1:1。
数控系统与伺服及电机等接线图纸如下:
高性能的数控雕铣机要求伺服系统有较高的响应频率、系统刚性,以及良好的低速特性。这就要求可移动部分在保证灵活运动的同时,有良好的刚性,这样能减小机械传动的惯量,从而得到较高的响应频率。
三、雕铣机控制方案
控制方案:
数控系统主轴采用变频控制,进给轴有3个伺服输出端口。
大连安迪数控同步伺服驱动器具体根据负载情况选择驱动器及同步伺服电机。采用外部位置控制方式,由数控系统发AB相脉冲信号,电子齿轮比为1:1。
数控系统与伺服及电机等接线图纸如下:
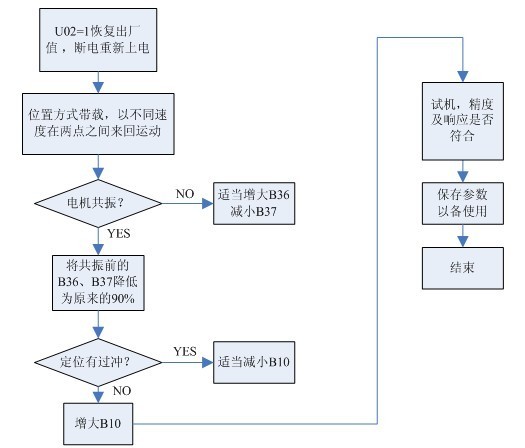
 四、驱动器调试
通过安迪伺服驱动器上位机软件或键盘,可以对控制器的参数进行修改,在定位过程中,要保持较高的响应频率,需在保持电机不振动的情况下,调节基本参数B36速度比例增益尽量大,B37速度积分时间常数尽量小;再看电机定位是否准确,若定位有过冲则稍调小B10位置比例增益。
四、驱动器调试
通过安迪伺服驱动器上位机软件或键盘,可以对控制器的参数进行修改,在定位过程中,要保持较高的响应频率,需在保持电机不振动的情况下,调节基本参数B36速度比例增益尽量大,B37速度积分时间常数尽量小;再看电机定位是否准确,若定位有过冲则稍调小B10位置比例增益。