机器视觉就是用机器代替人眼来做测量和判断。在现代工业自动化生产过程中,涉及到各种各样的测量、检查和识别,比如汽车零配件尺寸的检测等,过去这些工作都是靠人工来完成,我们经常在工厂的生产流水线后面看到数以百计甚至上千的检测工人,这在给工厂增加巨大的人工成本和管理成本的同时,仍然不能保证100%的检验合格率(即“零缺陷”);此外,对一些不适于人工作业的危险工况或人工视觉难以满足要求的场合,用人眼根本无法进行检测,机器视觉于是应运而生。它特别适用于大批量生产过程中的测量、检查和识别,最大的应用行业包括汽车、电子与电气、制药、食品、饮料、包装等。
机器视觉简介
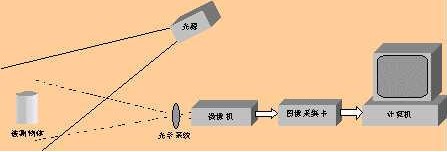
名如其“能”,机器视觉技术就是利用视觉传感器赋予设备独立的视觉采集、分析处理的能力。系统采集具有一定景深的二位图像。图像被数字化处理后,在用户预先定义和选择的区域里,系统将系统进行颜色和对比度的分析,进而对目标对象的形状、大小、位置、颜色和完整性等信息进行检查,注中输出结果。可以选择的输出方式包括数字量输出、RS232口输出以及通过Profibus现场总线和以太网形式和其它智能设备交换信息。机器视觉就象它的名字所暗示的那样人们可以将机器视觉想象为一个有眼睛的传感器。机器视觉是研究用计算机来模拟生物外显或宏观视觉功能的科学和技术。机器视觉系统的首要目标是用图象创建或恢复现实世界模型,然后认识现实世界。机器视觉研究的内容包括输入设备,底层视觉,中层视觉,高层视觉以及体系机构等。
机器视觉的应用领域:机器视觉可用于领教识别与定位,产品检测,移动机器人导航,遥感图象分析,医学图象分析,安全鉴别,监视与跟踪,国防系统等场合。
人类使用机器辅助检查最早的例子可以上溯到1870年,由于照相机的帮助使人们了解了马在奔跑时四蹄的运动顺序,现在以计算机为手段的机器视觉作为一个重要的检验方法在发达国家已经得到了广泛的应用。
由于它可以快速的计算个数、分析颜色、测量长度、面积、角度、以及跟踪运动的物体。对于一个棘手的测量问题,用机器视觉去解决说不定是最好的方法。例如在在医疗卫生方面,他能够高速的(0.1秒)检验试剂颜色来判断某项指标是否正常并打印结果。要做的只是将样本放进检验槽后迅速取出结果就打印出来了。而由人工方法去比对颜色则是一个很费时的过程。
因为消费者并不关心到底是哪出了问题而是关心最终的使用效果,所以许多工业产品的最后质量检验(不论是油漆有没有刷好、文字清除不清楚、商标有又没有贴好、显示是否与按键相符)就需要机器视觉。
机器视觉应用
由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。
总之,随着机器视觉技术自身的成熟和发展,可以预计它将在现代和未来制造企业中得到越来越广泛的应用。

