


本案例介绍的是使用安川MP系列运动控制器+Σ-Ⅴ伺服在柔版印刷行业中的应用。
一、项目实施内容与方式
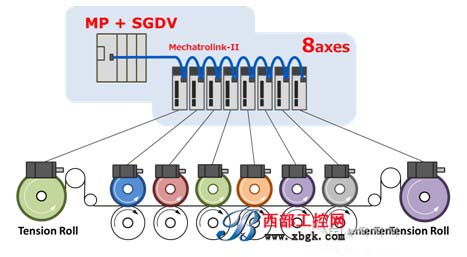
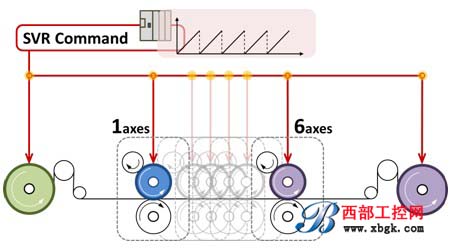
安川机器控制器MP2310由MECHATROLINK-Ⅱ通讯控制安川通讯型伺服,进行6色辊及2张力辊的控制。通过函数发生器(FGN)生成三角波函数发送指令到6色辊电机,以相位控制方法达到色组同步的目的,再而通过前后两组的张力辊及张力传感器,进行数据反馈,经由PID函数使印刷材料在印刷过程中保持恒定的张力,以确保精度,最后由色辊后的色标传感器反馈实时数据,进行比对,可在印刷过程中,自动进行微小位置的调整。
MP系列运动控制器和Σ-Ⅴ伺服驱动如图:

二、设备构成
全轮转柔版印刷机是由放卷部分、印刷部分和收卷部分组成,如下图所示。放卷部分和收卷部分一般有磁粉控制器或变频来控制,不是我们介绍的重点,印刷部分则是全轮转柔版印刷机的技术核心部分,也就是下图橙色部分。
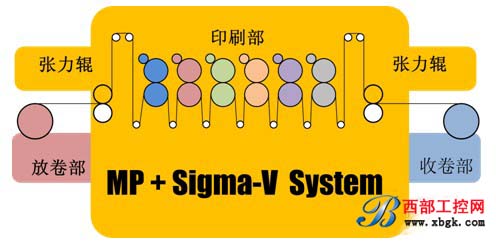
印刷部分一般由送纸张力控制伺服、收纸张力控制伺服和印刷色组组成,如下图所示。
按照印刷色组数量的不同,印刷机可以粉丝四色、六色和八色等几种类型。本次案例为6色系统,加上送纸伺服和收纸伺服,总共需要8台伺服。
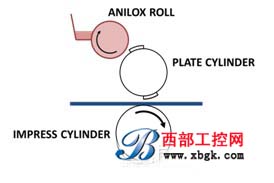
印刷色组是由色棍、版滚和底辊组成,版滚底辊可以由一台伺服经齿轮耦合,也可以由两台伺服进行同步控制。
三、软件控制方法
1、电子凸轮+虚轴控制方法
虚拟轴是指为了控制需要,由运动控制器模拟出来的数学模型,是没有存在的轴。但是所有的实轴都可以建立起与虚轴轴间的数学关系。在本例中虚拟轴被模拟成主轴,其他所有轴根据电子凸轮的曲线与主轴之间建立相应的位置关系。
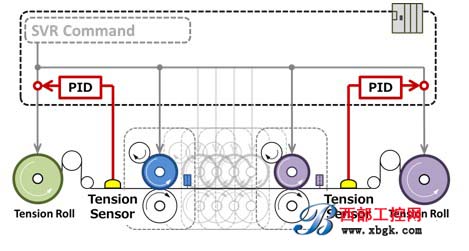
2、PID张力调节
在印刷过程中,为了保持张力的恒定,一般采用张力传感器的模拟量反馈来控制放纸轴和收纸轴的速度。本例中采用运动控制器内置的模拟量输入口和PID调节功能来实现张力恒定。
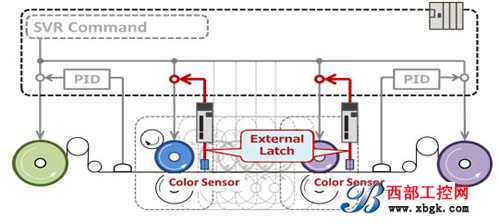
3、相位补偿
当个色组之间发生套色不准时,自动或者手动校准系统将偏差信息输入到运动控制器,运动控制器会采用相位补偿的方法自动校准偏差的色组。
采用安川运动控制器MP系列+Σ-Ⅴ系列伺服的全轮转柔版印刷设备有以下特点:
1)采用总线型的MP+Σ-Ⅴ,精度高,响应速度快,省接线
2)无轴少齿轮,减少机械磨损,增加机械寿命
3)高精度印刷,印刷精度在10丝以内(随机械不同或有差异)
四、项目取得效果及客户反馈情况
该设备最高时速可达到180m/min,精度为0.1mm,大幅度实现印刷的高产量,高精度,高效益。
客户在展会上展出了此柔印机,让众多行业内人士眼前一亮,一经推出就好评如潮,展位每天都吸引了很多观众,大家对于他们此次参展的这款柔印机表现出了浓厚的兴趣。
现在此设备已经出口到了很多国家,如西班牙、奥地利、蒙古、伊朗;而在荷兰和德国等国家,也已经开始了OEM的产品出售,马来西亚、印度也主动和他们洽谈代理事项。





