


产品处的徐永军
摘 要:塑料有其独特的物理化学特性,在塑料生产过程中,加工温度是决定产品质量的关键。文中讨论台达温度控控器在塑料加工生产过程中的具体应用,以保证在复杂生产环境中精确地控制原料生产温度,避免温度过高或者过低造成废品率高的现象。
关键词:温度控制器 成型系统 塑料机械
Abstract: The plastic has particular physical chemistry characteristic. The processing temperature is the key that can decides the product quality in the plastic production process. The paper discusses the concrete application of Delta temperature controller in the plastic processing production procedure, it can guarantee that the production temperature of raw material can be accurately controlled in the complex production environment. And therefore it avoided the phenomena that makes waster ratio to be higher caused by overhigh or lower temperature.
Key words: Temperature controller Shaping system Plastic mechanism
[中图分类号] TP273 [文献标识码] B 文章编号
1 引 言
塑料制品在生产生活中无处不在,对应的塑料生产设备也多种多样,由于塑料的物理化学特性是由加工过程中的“三要素”决定的,即“温度、压力、时间”中的3个参数如配合不当,是难以达到期望的理化性能的,其中温度这个参数是最重要的,因此大多数塑胶制品设备都离不开温度控制器。下面以塑料挤出机为例介绍台达温控的应用. 塑料挤出机有单螺杆式和双螺杆式之分, 主要用于挤制软、硬聚氯乙烯、聚乙烯等热塑性塑料之用,与相应的辅机(包括成型机头)配合,可加工多种塑料制品,如膜、管、棒、板、丝、带电缆绝缘层及中空制品等。塑胶挤出机如图1所示,一台挤出机使用多个DTA温控器控制加热,并且每个加热器上都对应配置了一组散热风扇或者水冷装置以调节温度,图2和图3示出了各种各样的台达温度控制器。
2 塑料加工的温度控制
基于塑胶原材料特性,要求被控制的温度不能超过设定温度正负2摄氏度,温度过低挤出口出料不畅,造成前端挤出机构负载过大;温度过高则可能改变原料特性导致在制品报废。现场观察表明,如果控制方式选择较为容易操作的ON-OFF方式,会造成大幅度的振荡,如图4所示,控制温度将产生上下至少3度的误差。
因此,简单开关控制方式是不可取的。 一般选择PID控制方式,但是要注意,如果使用通常的自整定方式来取得P、I、D值反而会造成精度误差更大,原因是DTA温控器不支持双输出的功能,所以只可单选加热,挤出机上方配备的冷却风扇则是利用DTA的警报输出来触发,作为冷却输出。而DTA 的自整定,必须在自然冷却或者冷却方式相对恒定的环境下进行,而利用警报来做冷却控制,实际已经变成突发事件,超出正常情形,这样会造成降温时间及振荡周期变短,如I值对应为(振荡周期/2),则I值因此会变小,将造成更加剧烈的振荡。
在参数整定过程中应注意:(1)不使用自整定,手动输入P、I、D值,因为P、I、D三个参数在出厂时已调整为默认值,P=47.6,I=260,D=41,可能造成加热速度较慢,但控制的精度也将相对地提高,只要不是在温度变化急剧的环境中( 5秒中变化100度),该出厂值是可以达到控制要求的。值得注意的是该设备以出厂设定值即可达到所需工况的要求,反倒是执行自整定往往得到不正确的参数,造成温度的上下振荡。如果加快温度上升的速度,应适当将P值调小。.(2)塑料设备上冷却速度非常慢,所以超温时利用警报输出来触发风扇加速冷却,注意DTA中使用警报径行风扇冷却,须将ALARM范围设定的较大(如,在超出4度时才执行),因为除非异常情形,平时温度是不易超出该范围的,如果ALARM设定过小(比如1度),超出设定值会造成冷却速度太快,也会产生温度振荡。
3 PID控制与参数调整
控制器的P值其实就是比例控制增益,I值对应积分时间(Ti),D值对应微分时间(Td)。P值指的是比例增益(如图4所示),若是P设定为20,SV(目标温度)设定为150度,在150-20=130度之前,输出将以全输出的方式来执行控制,所以若是将P值调整的太小,将会产生温度加热过高的情形。出厂值P为47.6,若欲达到温度为100度,则在100-47.6=52.4度时即加上比例控制输出量,所以除非加热速度很快,否则不会造成上下振荡的情形。
根据自动控制原理,控制器输出量是P、I和D参数及系统误差e的函数,而e = PV(系统输出值) – SV(系统设定值),当系统输出值温度等于系统设定温度时,系统误差e值即为零,此时P控制中即无输出量,P无输出量是无法将温度一直保持在设定值的,此时便需利用积分I控制来执行补偿的动作。I值指的是积分量,输出量=P量+I量+D量,但当未进入比例控制时,是不执行I控制的,因这时系统已是全输出状态,I量是无法再增加上去的。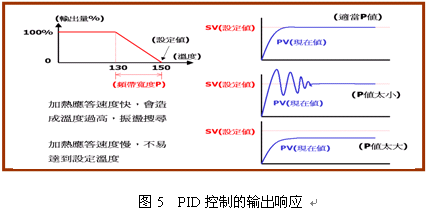
如图5所示,积分动作触发时机为温度先由上升至反转下降的时候,在加热开始时,原本温度即会产生超调的现象,若是该时刻再增加积分量,那么温度也就超过得更多了。因此当启动积分动作时,Ti值愈小积分量愈大,反之,Ti值愈大则计算的积分量则愈小。因此出厂的I默认值为260,是为避免积分量太大造成加热温度过高。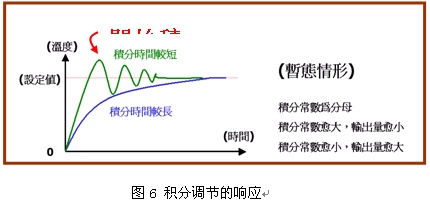
如图7所示,I值的是由(周期时间/2)计算取得的,塑机中的温度下降速度(不启动风扇)是相当缓慢的,所以I值将相当的大,但可利用风扇加速风扇的冷却,此时周期时间将大大缩短,I值相对地也大大地变小了,于是振荡情形会更加剧烈。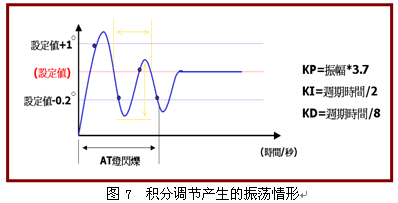
D值指的是微分量,当系统温度产生变化时,将启动D量控制。若在加热系统中,温度快速下降,此时U(输出量)=P量+I量+D量,相反若系统中温度快速上升,此时U(输出量)=P量+I量-D量,因此D量是用来控制温度急剧变化时,使之作出快速反应以减少和设定值的误差。D值愈大时,反应速度愈快,反之,D值愈小,反应速度愈慢,如图8所示。如果D值设定过大,只要温度一产生变化就作出快速反应,反倒可能造成振荡,若D值设定非常大时,只要温度略有变化系统输出会急剧改变,甚至产生发散现象而无法控制。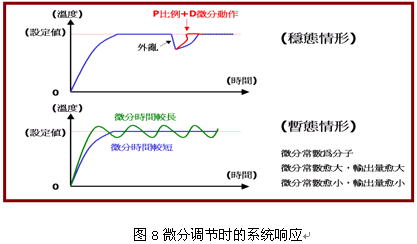
4 结束语
上述粗略讨论了台达温度控制器在挤出机中的应用,归纳起来在使用中值得注意的有以下方面:使用 DTA中的警报输出作为冷却控制,执行自我整定(Auto Tuning)的动作所测得的PID值是不正确的;在执行自整定的系统中,建议先整定功能,如控制效果不好才以手动调整PID参数;。出厂时的PID参数适用于大部份的系统,系统能稳定运行,但到达设定值的时间略长;OMRON控制中是全输出方式,当温度超过设定值1-2度即启动风扇急速降温,因此温度会振荡,风扇启动频繁,会增加能源消耗;DTA的PID控制中,温度一般在设定值容许范围内变化,风扇几乎不动作,在系统运行中因原料的流动,可控制在正负2-3度的范围内。由于DTB和DTC系列中因提供双输出功能,可直接执行整定功能,或直接以出厂的PID值运行,同样可达到正负2度的精度要求。
参考文献[略]
作者简介 徐永军





